|
|
|
|
|
|
Úprava dvojkolí s jízdním obrysem NEM 311 a okolkem vysokým na nízký okolek označovaný
NEM 311.1 (NMRA RP-25)
|
|
© MC 29.3.2019
|
Trochu teorie:
Modelová dvojkolí modelů vyráběných podle NEM většinou odpovídají normě NEM 311, která definuje tvar - Jízdní obrys kola a již delší dobu je pro výšku okolku uváděná hodnota max. 1,2 mm a minimum 0,6 mm. Mohli bychom historicky vysvětlit, že modelová dvojkolí před 50 lety, kdy ještě většina byla plastová a k tomu koleje ne ze zcela dobrou polohou jednotlivých kolejnicových pásů na modelové koleji vyžadovala pro správnou funkci dvojkolí vyšší okolky modelových kol než je tomu dnes při použití kovových dvojkolí - mají větší hmotnost a jsou "hladší", tedy méně náchylná k "vyšplhání" okolku po kolejnici a tím k vykolejení (k vykolejení dojde když vodící síla dvojkolí je vyšší než svislé zatížení).
Modelářské firmy na tento vývoj reagují pomalu, postupným snižováním výšky okolku na 1 mm a dnes již většinou na 0,8 mm. Mezitím se do Evropy rozšířilo rovněž používání jízdního obrysu kola podle americké normy NMRA RP-25. Normy NEM na tento vývoj reagovaly doplněním normy NEM 311.1, která mimo jiné definovala i některé hodnoty dvojkolí a jízdního obrysu kola ve vztahu k NMRA RP-25 a S-4 a zohledňuje normu NEM 310 a evropské dvounápravové vozy s dlouhým rozvorem, při použití výšky okolku 0,6 mm. Vzhledem k snaze o jednotnost s NMRA, byla NEM 311.1 v roce 2009 zrušena a byla upravena základní NEM 311 a pro dvojkolí s nízkým okolkem zůstalo v rámci NEM 311 označení 311.1 - dvojkolí s minimálním okolkem - jak výškou 0,6 mm tak šířkou 0,7 mm.
Používání "nízkých" okolků zlešuje vzhled vozidel, zejména tam kde je dvojkolí dobře vidět - některé podvozkové vozy a rovněž přineslo možnost výroby kolejí, které mají vymodelované drobné kolejivo - tedy upevňovací šrouby a svěrky a tím snížený volný prostor pro okolek. A tak mnohdy vzniká požadavek pro modulová setkání na použití vozidel s nízkým okolkem..
Ještě poměrně zajímavé je popsat vztah k tvaru profilu skutečného železničního dvojkolí a funkce jednotlivých částí kola a názvosloví - to příště.
Popisuji zde pouze kola se standardní šířkou kola 2,8 mm podle NEM či dle NMRA Code 110. |
|
|
|
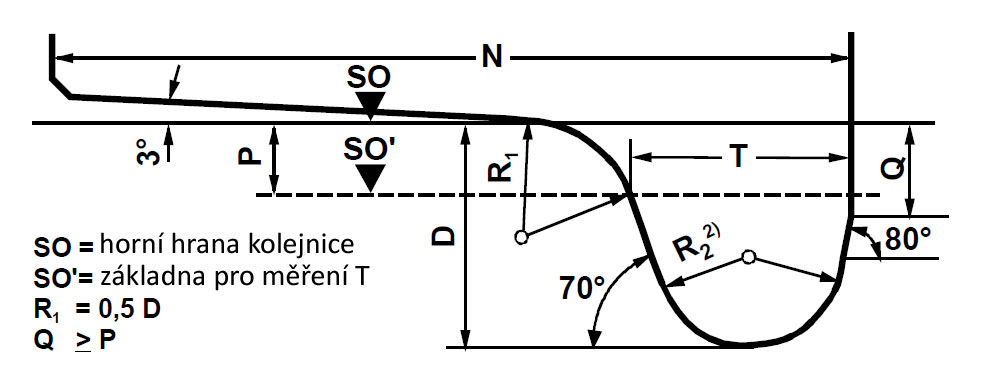
Jízdní obrys kola podle NEM 311, poloměr R2 není definován, míra N je šířka kola, rozkolí B a K porovnejte s neplatnou NEM 311.1, která je pod tímto textem.
|
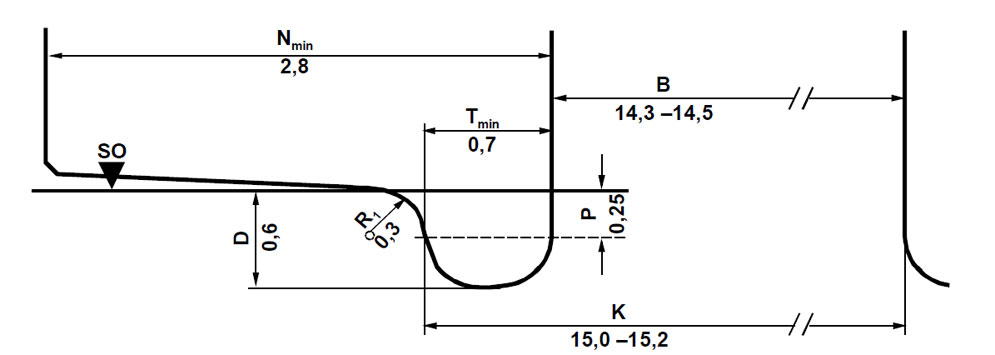 |
| Výkres z dnes již neplatné NEM 311.1, z které zůstalo pouze označení dvojkolí s nízkým okolkem podle NEM 311. V této dnes již neplatné normě byla upravena hodnota rozkolí na 14.3 až 14,5 mm. |
 |
|
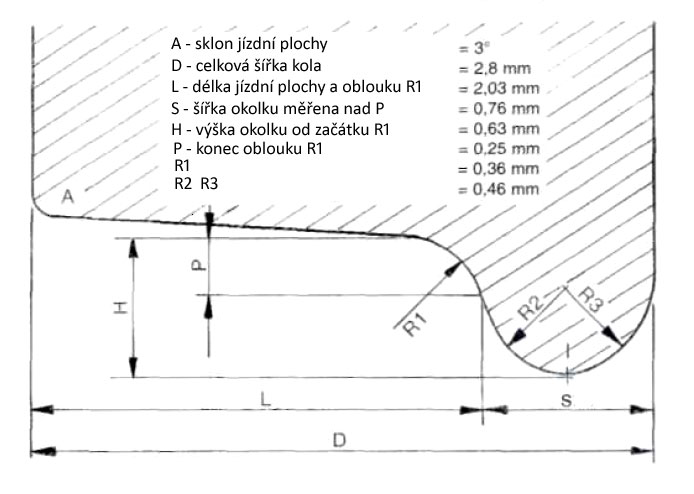
Jízdní profil podle NMRA RP-25 s přepočtem rozměrů na mm
|
Protože je mimo výměny dvojkolí ve vozidle za dvojkolí s nízkým okolkem další možností i úpravy dvojkolí - tedy u dvojkolí s okolkem s výškou okolku většinou 1 mm změnit jeho výšku na 0,6 mm a příslušný tvar. Při tomto opracování se nezasahuje do funkčních ploch kola (jízdní plocha a bok okolku, které jsou pro správnou funkci nejdůležitější), pouze se snižuje a upravuje vrchol okolku.
A jak to dělám já:
No a jak na to? Jedna z možností je použití malého soustruhu, ale ne každý tuto možnost má (třeba se mně podaří přesvědčit našeho kolegu, aby popsal jaké přípravky si musel pro soustružení zhotovit - několik desítek kol upravených u něj mám rovněž pod vozidly). Druhou možností - méně náročnou na vybavení je ruční opracování - broušení okolku pomocí mikrovrtačky a pilníku. Tuto metodu zde popíšu, tak jak jsem provedl již u cca 100 ks dvojkolí různého druhu a různých rozměrů či výrobců.
A proč broušení a ne soustružení, důvodem je menší vliv nízké "tuhosti" soustavy ruce, vrtačka a pilník na úběr materiálu. Při experimentech s úběrem materiálu soustružnickým nožem docházelo k větší ovalitě na obvodu okolku i více jak 0,2 mm a to je již špatně. Prostě pro úběr materiálu nožem je nutná tuhá soustava - soustruh a soustružnický nůž a v soustruhu upnutý obrobek - zde dvojkolí či kolo na ose. |
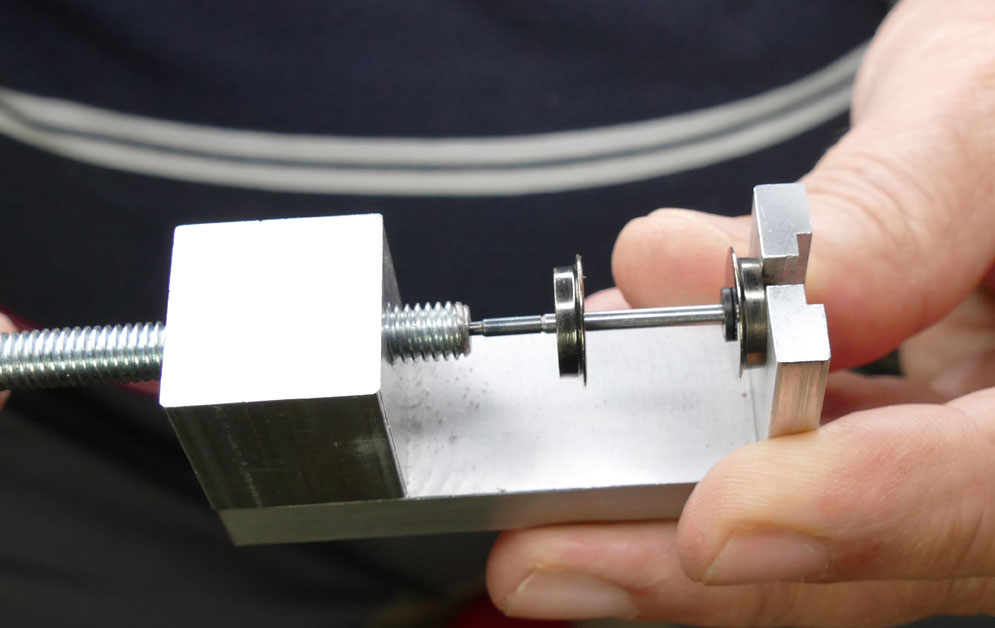 |
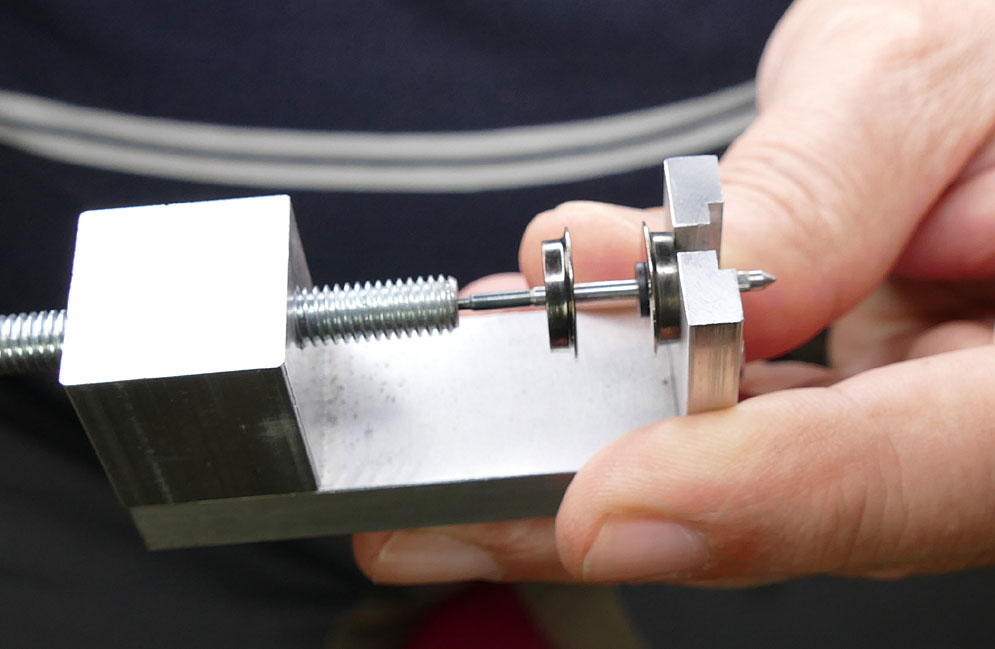
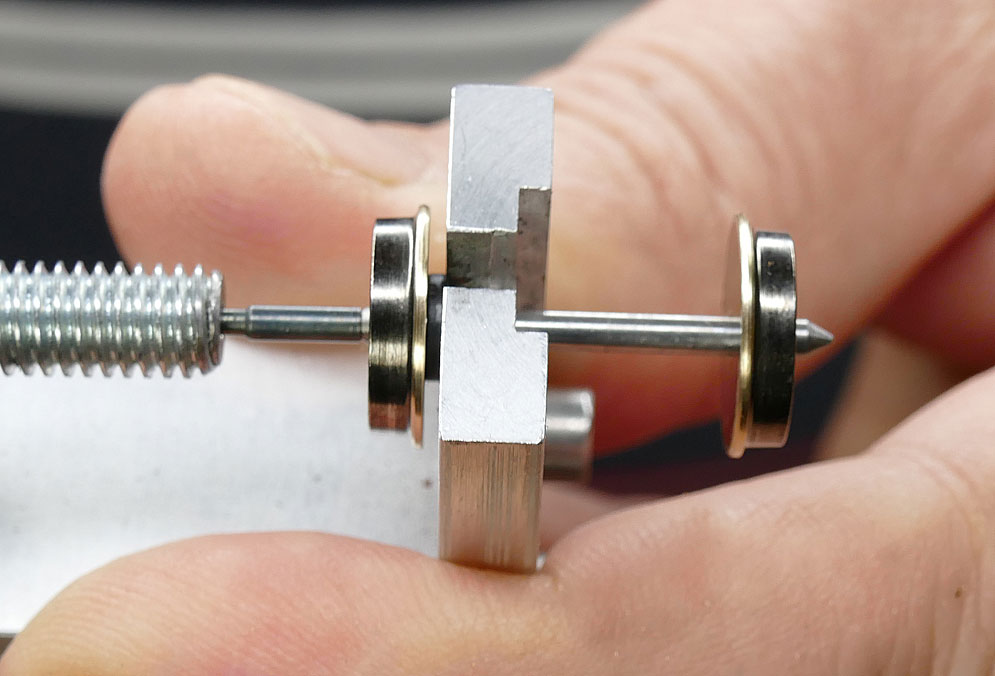
| V lisovacím přípravku Fohrmann je nutné pro upnutí do sklíčidla či kleštin posunout jedno kolo po nápravě, posunujeme vždy kolo s plastovou vložkou. |
 |
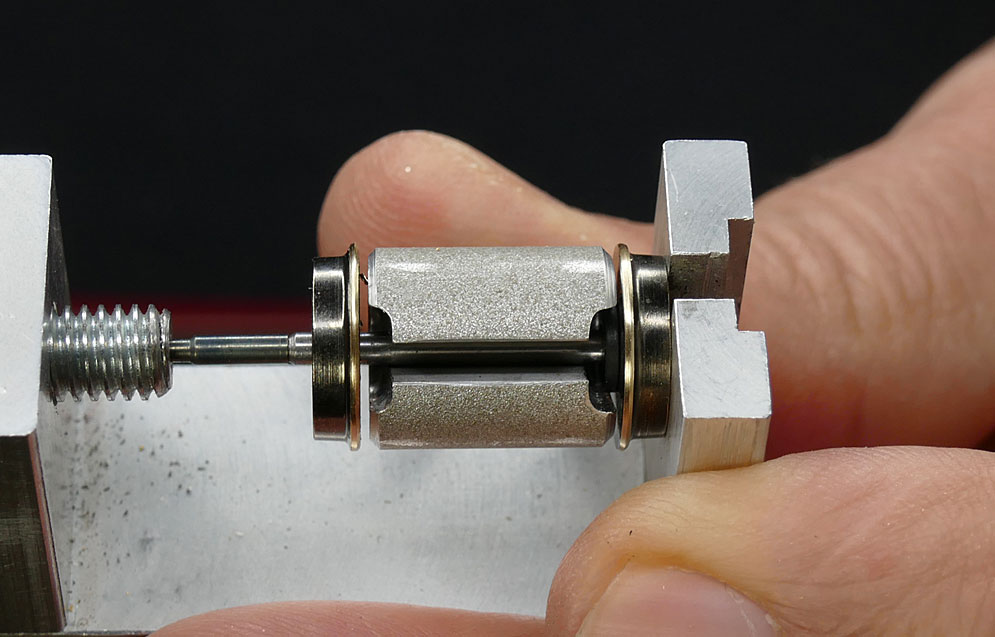
| A je posunuto, můžeme upínat. |
 |
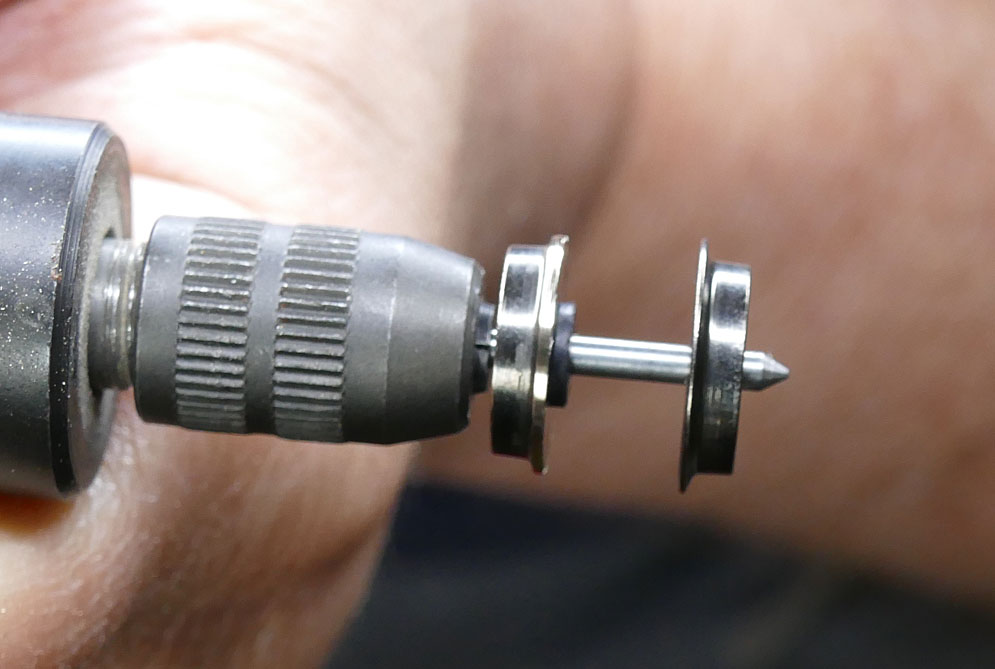
| V mikrovrtačce můžeme použít univerzální sklíčidlo, ovšem z důvodu vyšší přesnosti uložení v ose otáčení je výhodnější použití kleštin. Ovalita po broušení na okolku je cca 0,01 až 0,05 mm. |
 |
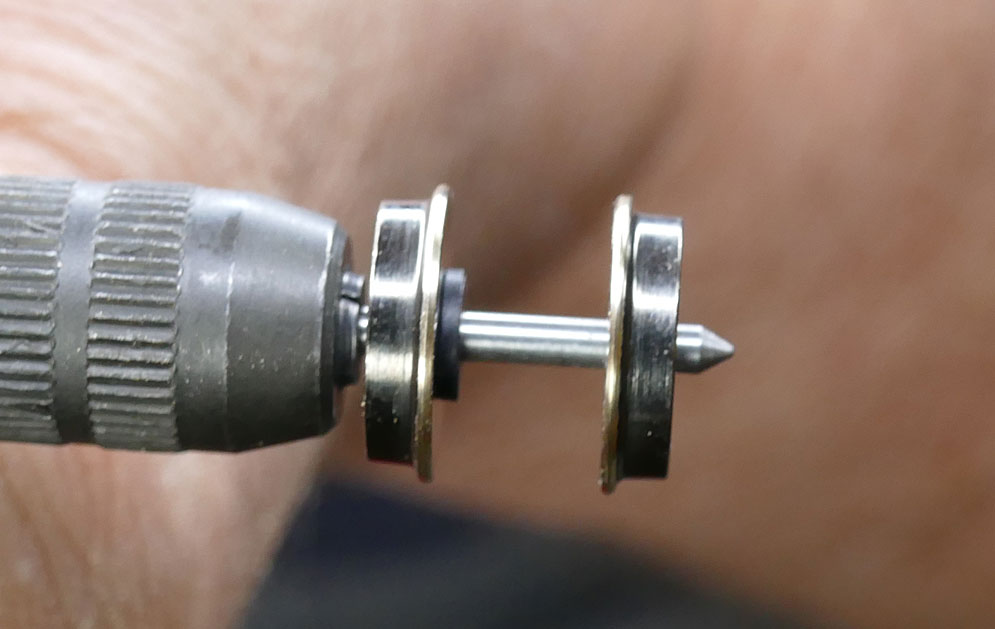
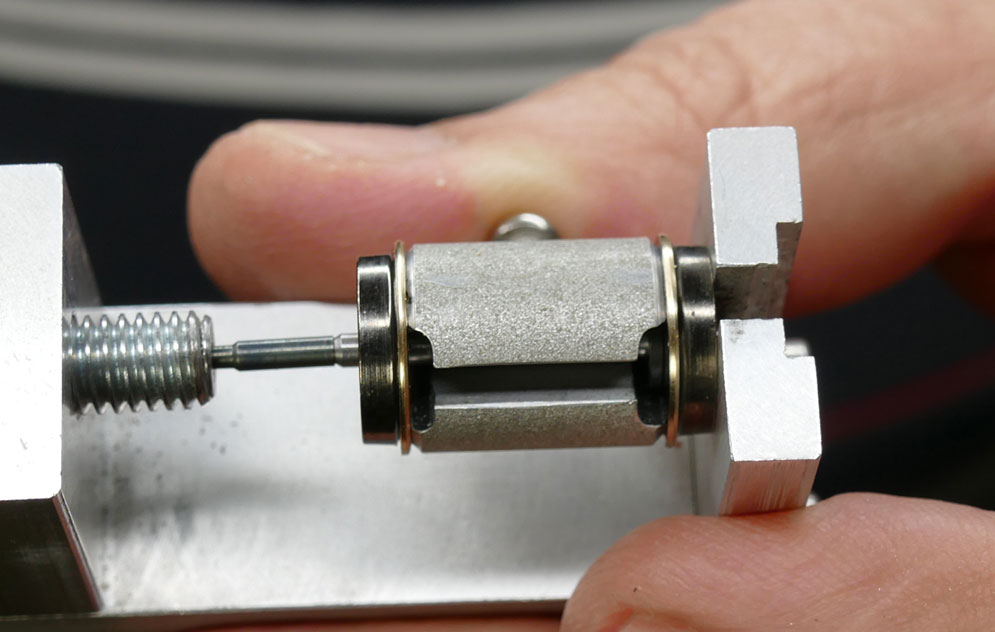
| Zde upnuta v kleštinách. |
 |
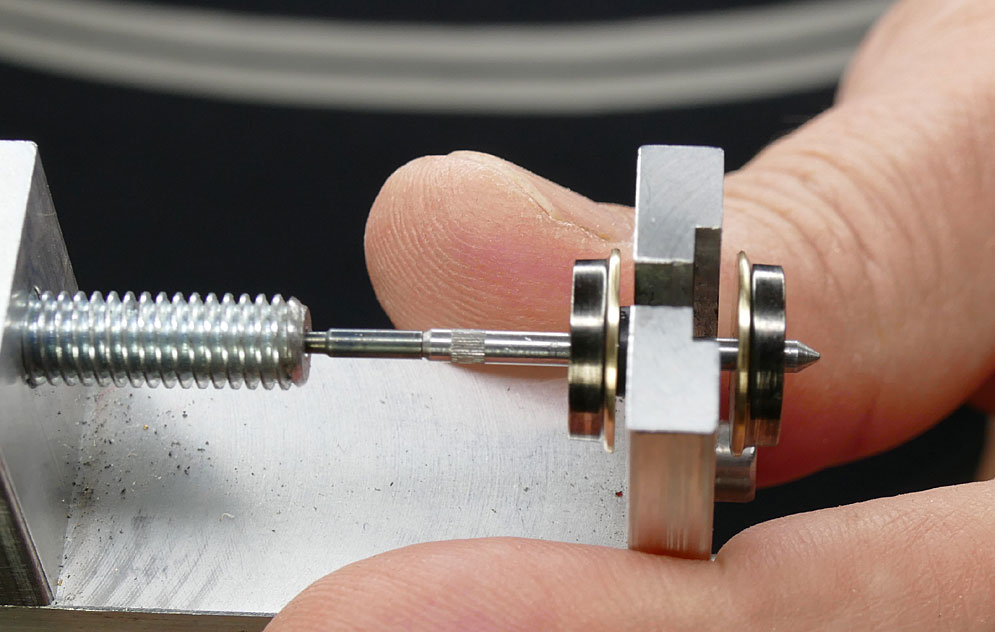
| Obojí držím v ruce, jak mikrovrtačku, tak pilník, ruce mám o sebe opřeny a brousím. Netlačím příliš, nepoužívám krátké přiložení pilníku na okolek. Můžu i pilníkem posouvat po okolku. Používám trojúhelníkový pilník, ne zcela jemný. Otáčky mikrovtačky cca 8000 ot. |
 |
| Tady již částečně snížena výška okolku u jednoho kola - stále broušeno pouze pilníkem na plocho, můžeme lehce pilník naklonit na jednu i druhou stranu - odstraní se tím otřepy a zpřesní měření průměru. Průměr na který musím okolek zbrousit - ten si vypočítám jednoduše - průměr kola + 1,3 mm, tedy například u dvojkolí s průměrem 11 mm (skutečná hodnota kolísá mezi 10,96 až 11,03) potřebuji snížit při broušení na plocho na hodnotu 12,3 mm. Tedy na hodnotu okolku 0,65 mm. Těch pár setinek zmizí při tvarování okolku. A ruku na srdce - zda 0,6 nebo 0,62 či snad 0,65 je již skoro jedno. |
 |
| Takže postupně ubíráme a měříme průměr přes okolek. Se zkušeností danou počtem opracovaných kol budete postupně méně měřit - zejména spíše k závěru. U mne je to nyní tak cca 3x na broušení jednoho okolku. |
 |
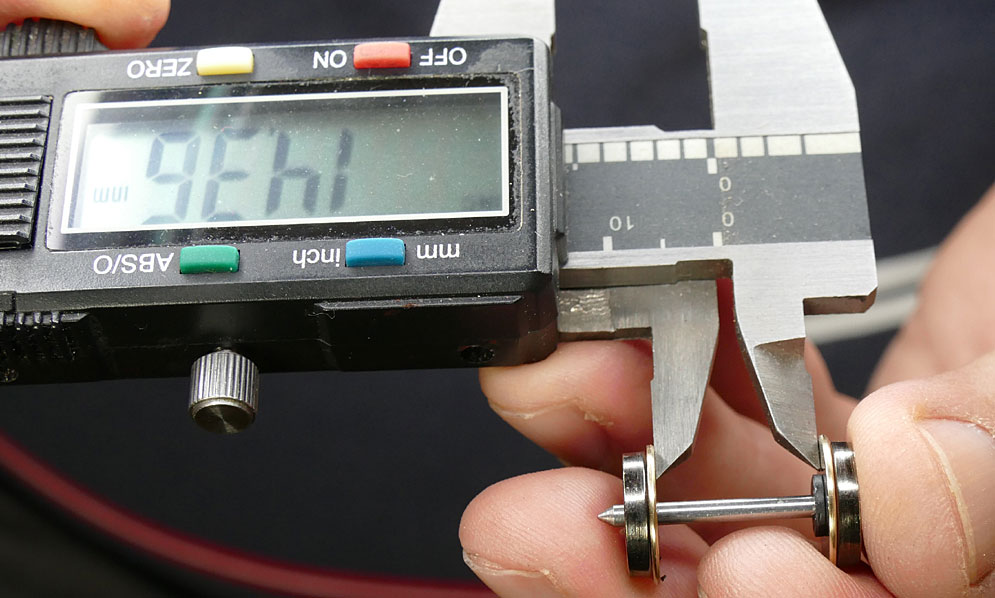
| Poslední měření, zde jsem se trefil naprosto přesně - 12,30 mm, ale nějaká setinka nad není problém. Já tvrdím, že vyhoví zde 12,25 až 12,35 mm. |
 |
| Takto tedy vypadá první kolo a na jedno upnutí hned pokračuji na druhém. |
 |
| Mám obě kola upravena - pouze broušením na plocho na rozměr cca 12,30 mm jedno kolo a druhé mělo 12,34, tedy 1,3 mm nad průměr kola. |
 |
| Tady pohled na točící se upnuté dvojkolí s již opracovaným okolkem na pravém kolu z vnitřní strany |
 |
| Opracování z vnější strany okolku, tady je to obtížnější, musíte najít správnou polohu rukou a brousit poze špičkou pilníku. Úhel cca 45 stupňů + malý výkyv, ale je nutno ze strany od jízdní plochy jít až k 70 stupňům, pod kterým je sklon okolku - ale takto jen jemně - pro odstranění otřepů ze strany od sklonu okolku. |
 |
| Tady již hotové opracování, poloměry opracování na vrcholu okolku nejsou kritické pro funkci dvojkolí. Vrchol okolku není funkční plocha a proto jeho malé tvarové odchylky nemají vliv na funkci dvojkolí. |
 |
| Vložíme dvojkolí opět do lisovacího přípravku. |
 |
| Rozšíříme rozkolí více jak je požadovaná hodnota. V případě použití přípravku. Při použití měření roztáhneme na přibližnou hodnotu a dále postupně upravujeme jemně a měříme, až na hodnotu rozkolí 14,35 až 14,45 mm. |
 |
| Vložený přípravek. |
 |
| Stlačení kol na přípravek a tím na hodnotu 14,35 až 14,37 mm. |
 |
| Pro kontrolu - pro fotografii přeměřeno - 14,36 mm. To je pro mne ta správná hodnota. |
 |
| Ještě na doplnění několik snímků - zde broušení v univerzálním sklíčidle. |
 |
| Opracování vrcholu okolku z vnější strany nad jízdní plochou špičkou pilníku. |
 |
| Broušení vnitřní strany okolku. |
 |
| A opět broušení vnitřní strany okolku. Pro každé opracování musíme najít vhodnou polohu rukou a jejich opření o sebe. |
 |
| A takto broušená kola na voze Brawa. Zde z důvodů dvojkolí Brawa spojených plastovou trubičkou je nutno postupovat po jednotlivých kolech, které jsou samostatně upnuty. |
 |
| A jak potom taková dvojkolí testuji - na domácím oválu, souprava délky 605 cm a vozy pouze s dvojkolím se sníženým okolkem - většina upravovaná v ruce broušením, soustružením a pak pár originálních - kde jsem skoro na všech upravoval vadná rozkolí - na některých až 14,62 mm a to je opravdu moc. Jednoduchý důkaz proč je to špatně - 14,62 mm + síla okolku T (měřeno - pohybuje se většinou okolo 0,76 mm) = 15,38 mm, což více jak 15,3 mm což je míra C na srdcovce. A to je taky důvod proč u mne ne 14,6 horní tolerance NEM 311 u rozkolí tj. míry B. Dvojkolí pak "zakopává" o hrot srdcovky a v horším případě i vykolejí. Všechny vozy zkrácená spřáhla pro modulový provoz a na krátkých fixovaná kinematika (to je ale samostaná modelářská problematika). |
 |
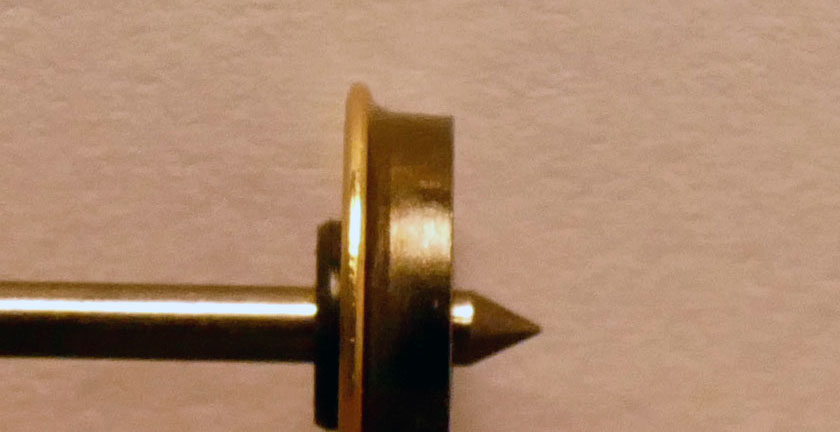
| Jízdní obrys kola s nízkým okolkem - výrobce Luck, z vnitřní strany je mezi osu a kolo nanesen vodivý lak Uhlenbrock - zajištění detekce. |
 |
| Jízdní obrys kola po opracování způsobem popsaným v článku, původně Luck s okolkem vysokým 1 mm. Zde naopak R1 je větší než říká norma. |
| V podstatě po proměření a zkontrolování nějaké desítky dvojkolí ať již s nízkým okolkem či kola klasická s okolkem 1 mm je možné říci, že u těch co jsem měřil byla šířka okolku - tedy T cca 0,75 až 0,79 mm a tvarově - no, skoro co kolo, to originál z pohledu tvaru okolku (myšleno továrně vyrobený tvar jízdního obrysu). A jezdí to a protože to jezdí v původní podobě tak to jezdí bez potíží i se sníženým okolkem. Problémy mohou nastat například u vozidel s vysokými vodícími silami dvojkolí - např. patra Bp od Rivarossi, kde bych asi do nízkého okolku nešel. |
| |
| |
| |